 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produkty
- Duża forma do sprzętu domowego
- Forma do małych urządzeń domowych
- Plastikowa forma do części gospodarstwa domowego
- Plastikowa forma do sprzętu medycznego
- Plastikowa forma do obiektów biurowych
- Forma do części samochodowych z tworzyw sztucznych
- Plastikowa forma do części motocyklowych
- Forma produktów dla zwierząt domowych
- Plastikowa forma na krzesło
- Forma do części przemysłowych z tworzyw sztucznych
- Forma wtryskowa plastikowej skrzynki
- Plastikowa forma do produktów dla dzieci
- Plastikowa forma cienkościenna
- Forma preformy i nakrętki PET
- Plastikowa forma do montażu rur
- Plastikowe produkty
- Inne formy







Plastikowa forma obudowy głośnika
Jako profesjonalna produkcja chcielibyśmy zapewnić Państwu wysokiej jakości plastikową formę obudowy głośnika. Zaoferujemy Ci najlepszą obsługę posprzedażną i terminową dostawę. Aby było to wygodne dla naszego ludzkiego życia, okazuje się, że pojawia się coraz więcej małych inteligentnych urządzeń, jeśli masz pomysły, możemy pomóc Ci w wykonaniu formy skorupy produktu, skorzystaj z okazji uzyskaj korzyść. Tutaj przedstawiamy plastikową formę obudowy głośnika.
Wyślij zapytanie
Opis produktu
Jako profesjonalna produkcja chcielibyśmy zapewnić Państwu wysokiej jakości plastikową formę obudowy głośnika. A my zaoferujemy Ci najlepszą obsługę posprzedażną i terminową dostawę.
Plastikowa forma obudowy głośnika
Stal formy: H13
Baza formy: P20
Obróbka cieplna: azotek
Wnęka: pojedyncza wnęka
Biegacz: zimny biegacz
Czas cyklu: 33s
Obróbka powierzchniowa: polerowanie
Żywotność formy: 500 000 strzałów
Opakowanie: drewniana skrzynka
Plastikowa obudowa obudowy głośnika
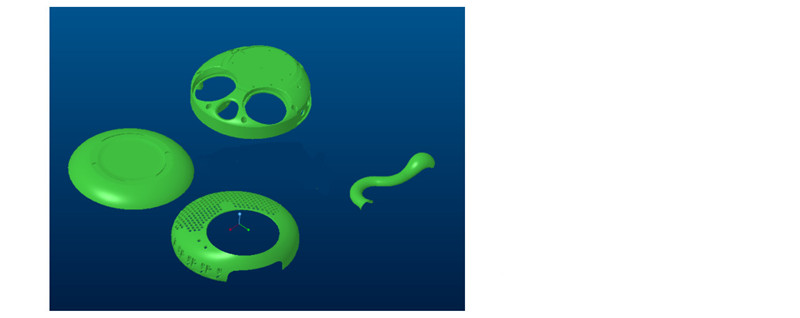
Plastikowa forma obudowy głośnikaprzy projektowaniu zwracamy uwagę na wymagania techniczne części z tworzyw sztucznych, takie jak: przebijanie, formowanie wtryskowe, linie płynięcia, pory, odkształcenia wypaczeniowe, srebrne smugi, zimne materiały, linie strumieniowe itp.
Średnia grubość części z tworzywa sztucznego wynosi 1,80 mm, materiał części z tworzywa sztucznego to ABS, stopień skurczu wynosi 1,004, a waga części z tworzywa sztucznego to 16,56 grama.
Jak wybrać kanał gorący lub zimnyPlastikowa forma obudowy głośnika?
Zaleta gorącego kanału:
1. Skróć czas cyklu formowania, niektóre cienkościenne części z tworzyw sztucznych mogą zostać wstrzyknięte w ciągu 5 sekund.
2. Brak wodnego tworzywa sztucznego, ma duże znaczenie w przypadku tych drogich materiałów.
3. Jakość wlewu części formowanych na gorąco jest dobra, naprężenia szczątkowe po wyjęciu z formy są niskie, odkształcenie części jest niewielkie, a zatem mniej wadliwych produktów niż zimny kanał.
4. Nie ma potrzeby wycinania bramy i obróbki, poprawiania wydajności produkcji.
Zaleta zimnego biegu:
1. Koszt formy jest niższy niż w przypadku gorących kanałów, to ważne.
2. Utrzymanie formy jest tanie
Zatem moglibyśmy, w zależności od naszej sytuacji, wybrać gorący lub zimny kanał, jest to najważniejsze w zależności od całkowitej produkcji i struktury formy oraz kosztu materiału.
Akcesoria do form
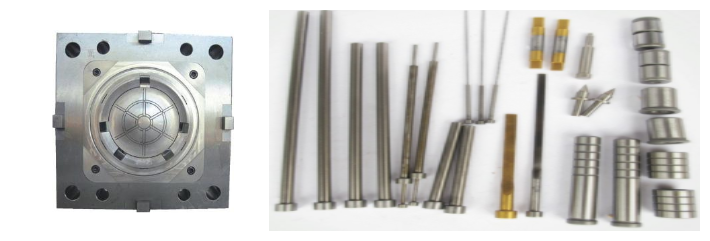
Pęd pojedynczy, pęd podwójny, pęd podwójny, pęd płaski, kolumna pozycjonująca, tuleja prowadząca formy z tworzywa sztucznego, tuleja prosta, tuleja kolumny środkowej, tuleja prowadząca formy z tworzywa sztucznego, tuleja prosta, tuleja wspornika środkowego, kolumna pozycjonująca, urządzenie pomocnicze typu kwadratowego, trójwymiarowy urządzenie pomocnicze do prowadzenia bloku pozycjonującego, dysza typu A, B, C, pierścień stały typu A, B, standardowy przełącznik mechaniczny.
Jak sobie poradzić zPlastikowa forma obudowy głośnikaZardzewiały?

1. Po zakończeniu formowania wtryskowego wytrzyj plastikową formę
2. W przypadku przerwania formowania na dłuższy czas do wnęki formy należy spryskać inhibitor rdzy. Należy pamiętać, że przed natryskiwaniem wnękę formy należy wytrzeć do czysta, aż nie będzie już śladów rdzy.
Co jestPlastikowa forma obudowy głośnikaSystem wydechowy?
1) Skąd pochodzi powietrze?
A. W układzie wtryskowym i wnęce formy znajduje się powietrze
B. Niektóre surowce nadal zawierają wodę, zamienią się w parę.
C. Niektóre dodatki ulatniają się lub powstają gazy w wyniku wzajemnych reakcji chemicznych
2) Szkody wynikające ze słabej wentylacji
A. W procesie formowania wtryskowego stop zastąpi gaz we wnęce, jeśli gaz nie będzie mógł się rozładować, części będą niekompletne i wystąpią inne wady.
B. Ponieważ gaz jest silnie sprężony, temperatura we wnęce gwałtownie wzrasta, a części mogą się palić. Występuje głównie na zbiegu dwóch pasm stopu, martwego kąta i kołnierza bramy.
C. Eliminacja gazu nie jest płynna, przez co prędkość stopu w każdej wnęce jest inna, dlatego łatwo jest tworzyć ślady płynięcia i stopienia oraz zmniejszać właściwości mechaniczne części z tworzyw sztucznych
D. Z powodu niedrożności gazu we wnęce prędkość napełniania zostanie zmniejszona, wpłynie to na cykl formowania i zmniejszy się wydajność produkcji
Rozwiązanie otworu wentylacyjnego:
Otwórz rowek wydechowy, wydech naparstkowy, włóż wydech, włóż wydech.
Osoba kontaktowa
Gorące Tagi: Plastikowa forma obudowy głośnika, Chiny, dostosowane, jakość, moda, nowy styl, gorąca sprzedaż, popularne, tanie, kupno, najnowsza sprzedaż, hurtownia, najnowsze, niska cena, fabryka, wyprodukowano w Chinach, cena, producenci, dostawcy, OEM, ODM, dostawa na czas, bezpłatna próbka
Etykieta produktu
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.









X
Używamy plików cookie, aby zapewnić lepszą jakość przeglądania, analizować ruch w witrynie i personalizować zawartość. Korzystając z tej witryny, wyrażasz zgodę na używanie przez nas plików cookie.
Polityka prywatności